
作者:admin 发布时间:2025-12-11 浏览次数 :261
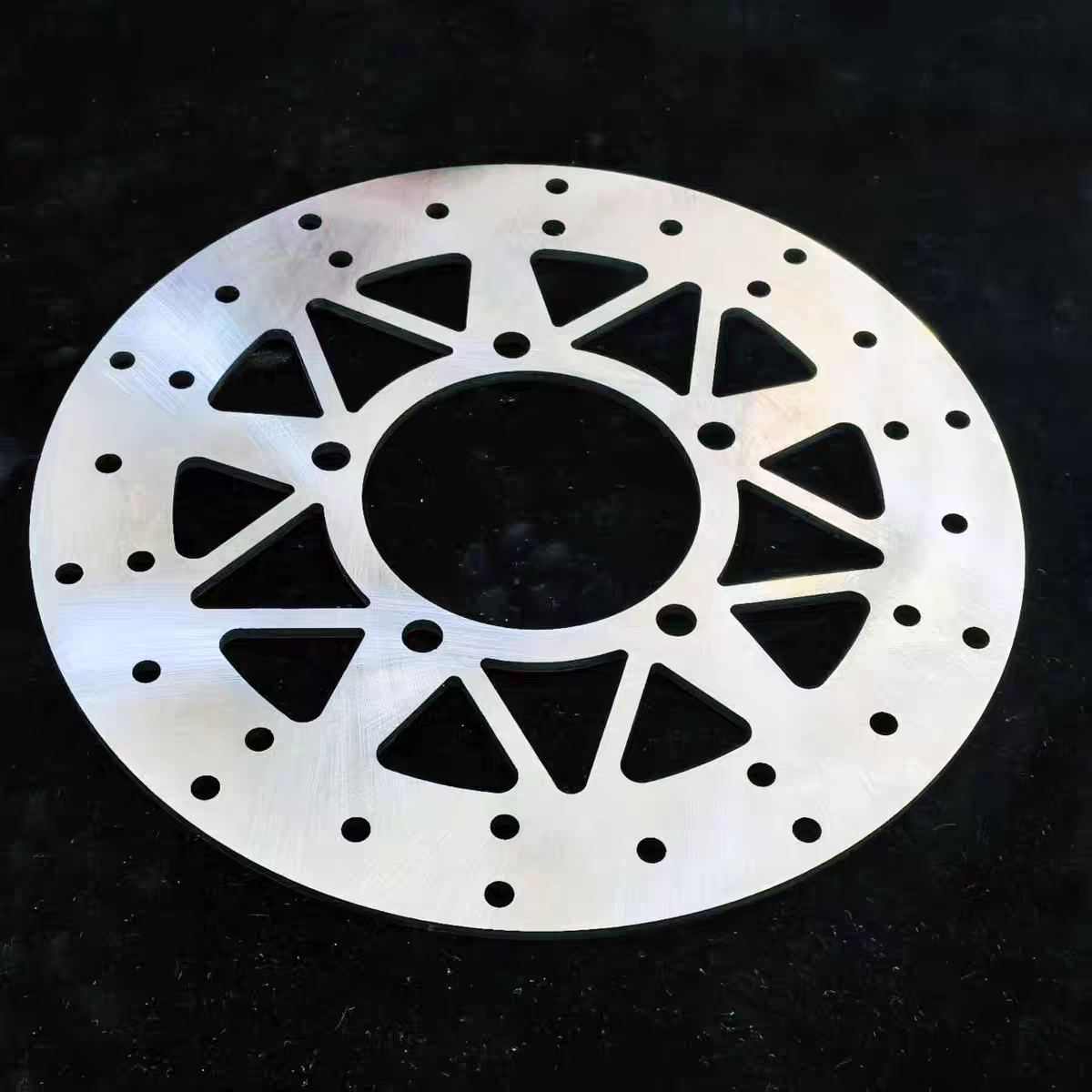
刹车盘车床加工
刹车盘是汽车制动系统的核心安全件,其性能直接影响整车制动距离与行车安全。将毛坯铸铁转化为符合图纸要求的制动盘,离不开车床加工这道关键工序。车床加工不仅决定几何精度,更决定刹车盘在高温、高频制动工况下的稳定性与寿命。

刹车盘车床加工的第一步是装夹定位。因盘体为薄壁旋转件,常用四爪液压卡盘配合端面定位销,以刹车面与中心孔为基准,一次装夹完成双端面、外圆、内孔的车削,避免二次装夹带来的同轴度误差。粗车阶段采用大切深、高进给快速去量,留下0.3-0.5mm精车余量;随后更换涂层硬质合金刀片,降低转速与进给,利用车床C轴与刀塔Y轴的插补功能,在双端面同步切出0.8-1.2mm深的散热槽,槽距误差控制在±0.05mm以内,以保证热流均匀。
精车是工艺核心。机床主轴跳动需≤0.01mm,刀尖圆弧半径严格控制在0.4mm,端面刀采用0°前角、5°后角设计,减少铸铁撕裂。两刹车面的平行度、平面度要求≤0.02mm,表面粗糙度Ra1.6μm,任何微观凸起都会在制动时产生热点,导致热抖动。因此,精车最后一刀进给量不超过0.08mm/r,并配合高压冷却,降低刀尖积屑瘤。车削后在线测量探头自动反馈补偿值,系统根据偏差调整刀补,确保批量CPK≥1.67.
车床加工的重要性还体现在动平衡控制。刹车盘允许剩余不平衡量仅15g·cm,车床在精车完成后立即启动主轴驱动平衡程序,通过刀塔动力头在法兰面钻孔去重,一次装夹完成加工与平衡,避免离线二次装夹带来的同轴度漂移。最终,刹车盘端面跳动≤0.02mm,厚度差≤0.01mm,为后续制动提供稳定、均匀的摩擦界面,显著降低制动抖动与NVH风险,守护每一次安全出行。
深圳信安精工专注车床加工,车铣复合加工, 小龙门加工,小批量CNC加工,五轴CNC加工非标服务,涵盖 铝、铜、铁、不锈钢、黄铜、锌合金等等各种金属加工。 ABS,PC,Nylon,PEEK,POM等塑料零件加工。 小批量定制,原型制作。欢迎有需要的朋友来电咨询详谈!





