作者:admin 发布时间:2025-10-10 浏览次数 :286
黄铜CNC加工需要注意什么?一篇搞懂核心要点
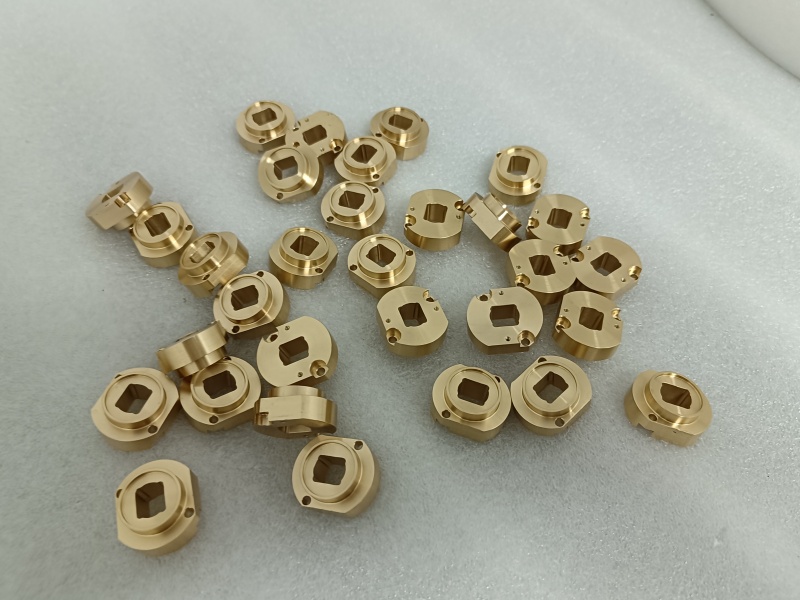
黄铜因切削轻快、导热快、外观金黄,成为精密零件、阀门、饰件首选材料。但“好加工”≠“随便加工”,若想尺寸稳、刀损小、批一致,仍需抓住以下关键。
一、材料特性先吃透
常见牌号C360、H62、C230成分差异大:C360含铅,易断屑;H62无铅,粘性大。编程前核对成分,据此预设切削速度与润滑方式,可避免“一刀切”带来的毛刺、粘刀。
二、刀具怎么选
1.材质:硬质合金是最平衡的方案;高速钢仅用于小批量或修边。陶瓷刀虽硬,但成本高且易崩,适合高硬度黄铜。
2.几何:前角12°–15°、后角8°–10°、螺旋角35°–40°的“锋刃”结构可减小切削力。抛光槽面进一步降低粘刀概率。
3.涂层:无涂层已够用;批量生产可选TiN、DLC减摩,寿命可提30%以上。
三、参数如何给
切削速度:200–300 m/min;进给0.1–0.3 mm/z;切削深度粗加工2–4 mm,精加工0.1–0.3 mm。先高速低切深,再低速高光,兼顾效率与粗糙度。随时监听机床声音,出现“吱吱”立即降速10%,多数振动可消除。
四、装夹与减振
黄铜软,夹紧力过大易变形。优先使用软爪、阶梯钳或真空吸盘,并在接触面贴聚氨酯垫,分散压力。薄壁件填充低熔点合金或石蜡,可抑制颤刀,拆件后热水即可溶出。
五、冷却与排屑
黄铜熔点低,高速切削时刀尖温度仍可达300℃。推荐微雾润滑或5%乳化液,既降温又防氧化。深槽加工务必加装鼓风或喷嘴,确保切屑即时飞出,避免二次切削刮花表面。
六、工艺顺序
遵循“先面后孔、先粗后精、先内后外”。钻孔留0.2 mm铰量,攻丝前倒角去毛刺,可减少小丝锥断裂风险。精加工前安排200℃低温时效2 h,去除内应力,防止后期尺寸回弹。
七、在线检测
批量生产时,在机床上集成激光对刀仪与接触式测头,每10件自动补偿刀长,可把CPK稳定在1.67以上,减少停机调机时间。
结语
黄铜CNC加工看似“随手就铣”,实则“细节定成败”。从选材、选刀、给参到装夹、冷却、检测,每一步都围绕“低切削力、低切削热、高排屑效率”展开。掌握上述要点,就能在高效与高精度之间找到最佳平衡,让金黄表面与金黄利润同步闪耀。
深圳信安精工专注车床加工,车铣复合加工,小龙门加工,小批量非标加工,五轴CNC加工服务,涵盖 铝、铜、铁、不锈钢、锌合金各种金属加工。 ABS,PC,Nylon,PEEK,POM等塑料零件加工。 小批量定制,原型制作。欢迎有需要的朋友来电咨询详谈!