
作者:admin 发布时间:2025-09-10 浏览次数 :348
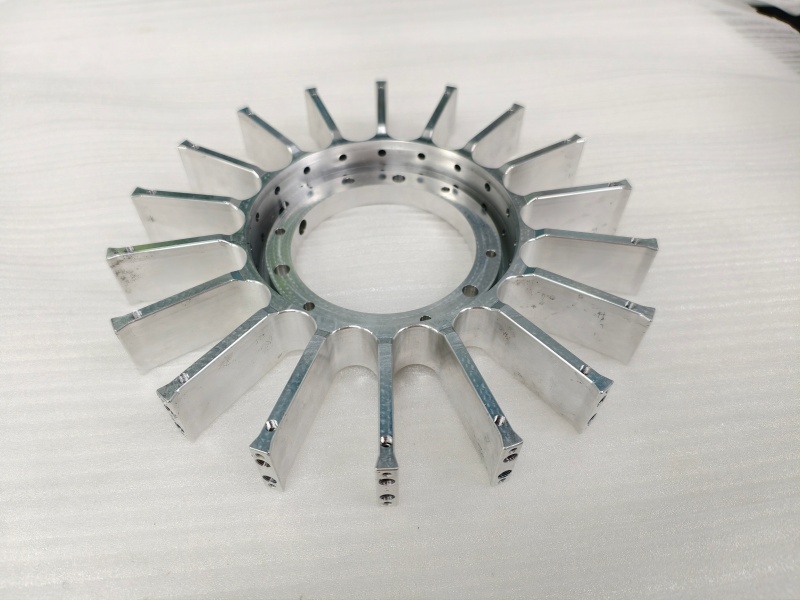
CNC加工铝合金叶片圆盘件
CNC加工铝合金叶片圆盘件:五轴联动一次成型,让离心压缩机动平衡等级直达G0.4
航空级6065-T6铝合金叶片圆盘,传统工艺流程“车削→插铣叶片→人工抛光→动平衡去重”四道工序,累计误差≥0.08 mm,动平衡往往需要3次返修。采用五轴CNC高速铣削,把“四道”合并为“一道”,轮廓度0.02 mm、位置度0.01 mm、表面粗糙度Ra≤0.4 μm,一次合格率98%,单件交期从7天压缩到18小时。
一、五轴CNC加工工艺路线
1. 毛坯预车:三轴车削中心完成基准外圆、端面定位,留0.3 mm余量;
2. 五轴开粗:φ20 mm波纹铣刀,切深3 mm、进给F8000.30 min去除85%余量;
3. 叶片半精:φ6 mm锥度球刀,4轴联动螺旋切入,预留0.15 mm;
4. 叶片精铣:φ3 mm金刚石涂层球刀,五轴联动点铣,转速S20000.进给F6000.单刃切削厚度0.02 mm,保证前缘R0.2 mm公差±0.02 mm;
5. 轮毂精光:用φ8 mm平底刀侧铣,控制变形≤0.005 mm;
6. 在线测量:机载雷尼绍OMP60探头,闭环补偿,确保32片叶片厚度差<0.01 mm;
7. 动平衡:直接在机床上进行“低速1800 rpm+激光去重”,剩余不平衡量≤0.3 g·mm,免二次装夹。
二、关键技术要点
– 防变形:采用“岛屿式”粗铣+“环切式”精铣交替路径,让残余应力均匀释放;
– 防振刀:刀具悬长≤2.5D,刀柄HSK-A63热缩配合,阻尼比提升35%;
– 冷却:7 MPa微量油气雾,切削温度控制在120℃以下,避免铝合金粘刀;
– 表面:精铣后Ra 0.32 μm,直接替代手工抛光,叶片疲劳寿命提高20%。
三、成本与效率
五轴一次装夹完成全部特征,省去3套工装、2道搬运,单件综合成本降40%;同时因动平衡一次合格,后续整机振动值<1.2 mm/s,比传统方案低50%,特别适合氢燃料电堆空压机、无人机涡喷、高速离心泵等高端场景。
四、深圳信安精工——龙华五轴批量领跑者
公司位于龙华,拥有五轴联动中心12台,月产能5000件铝合金叶片圆盘件,提供从毛坯采购、CNC加工、动平衡、阳极氧化到洁净包装的全流程服务。24小时工艺响应,48小时交付样品,助力中国高端装备“转”得更快、更稳、更安静。如果需要CNC加工或者车床加工,欢迎来电咨询!





