作者:admin 发布时间:2025-11-05 浏览次数 :369
铝合金小批量CNC加工工艺:让每一刀都成为成本与精度的最优解
“多品种、快交期、低预算”是硬件试产阶段的三大魔咒。传统开模动辄一月,而铝合金小批量CNC加工工艺用“零模具、少装夹、快换刀”三板斧,把单件成本砍到压铸的1/5.交期压缩至72小时,成为电子壳体、无人机骨架、医疗模块的首选方案。
一、材料预选:6061-T6还是7075-T7351? 6061-T6硬度95 HB,易切削,阳极后颜色均匀,适合视觉外观件;7075-T7351强度提升40%,但切削力大,需同步提升机床刚性。小批量场景建议“一料多用”:同一张铝板上套料混合加工,料耗可降12%。
二、工装策略:从“定制夹具”到“真空+虎钳”模块化 小批量意味着夹具摊销高。解决方案: 1. 真空吸盘+定位销:2分钟完成4 mm薄板装夹,变形量≤0.02 mm; 2. 万能虎钳+软爪:更换产品只需切换加工程序,0成本换线; 3. 3D打印树脂保压块:复杂曲面随形支撑,单件制作成本<30元,适合50件以内订单。
三、刀具路径:高速还是高扭? 铝合金属“粘刀”材料,线速度Vc 600 m/min是分水岭。策略: – 粗加工:采用Φ6 mm两刃玉米铣刀,Vc 500 m/min,fz 0.15 mm/tooth,机床负载稳在70%,金属去除率MR>300 cm³/min; – 半精加工:换Φ4 mm三刃高光刀,Vc 800 m/min,径向切深ae 0.1 mm,留余量0.05 mm,直接替代传统“粗+精”两道工序,节省20%机时; – 微齿去毛刺:利用机床螺旋插补,0.1 mm倒角刀沿轮廓跑一圈,毛刺高度从0.08 mm降至0.01 mm,省去手工刮研。
四、过程监控:把“返工”扼杀在机内 在机测头每两小时循环一次:以工件基准边为原点,自动补偿刀具磨损。实测50件批次,尺寸CpK由1.2提升到1.67.一次性合格率从92%拉到99%,基本消除“事后补焊”。
五、后处理集成:CNC+阳极一条龙 CNC后24小时内进阳极线,可避免自然氧化膜增厚导致色差。采用磷酸-硫酸复合抛光,膜厚8–12 μm,表面粗糙度Ra≤0.2 μm,盐雾测试轻松过500小时。
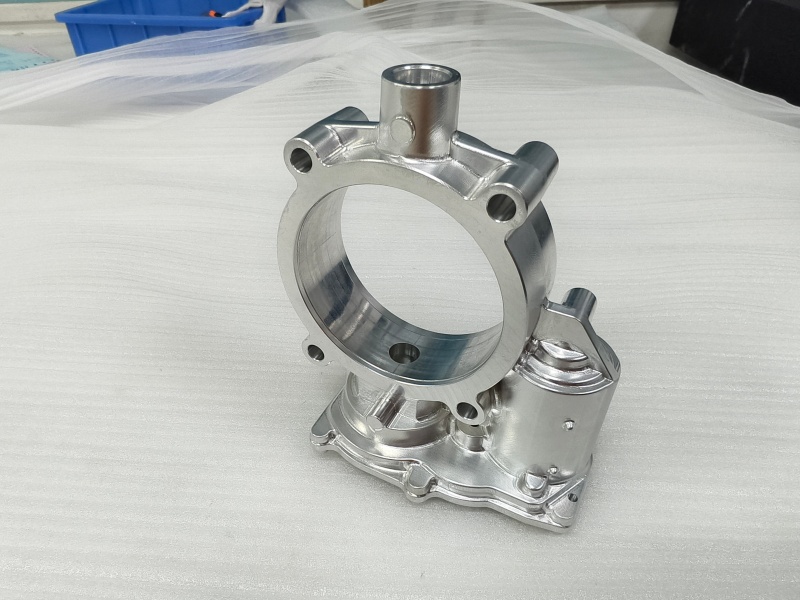
六、成本公式:让决策有“数”可依 单件成本=(材料费+机时费+刀具摊销)/合格率。以100件、单件重量0.3 kg的腔体为例:材料费9元,机时18 min×0.8元=14.4元,刀具摊销2元,合计25.4元;若合格率由95%提到99%,实际成本立降1.2元,100件就是1200元净利。
铝合金小批量CNC加工工艺,用数据代替经验,让每一刀都落在利润最高的位置;把“试产”做成“快产”,为下一代硬件赢得宝贵的时间窗口。
深圳信安精工专注车床加工,车铣复合加工,小龙门加工,小批量CNC加工,五轴CNC加工非标服务,涵盖 铝、铜、铁、不锈钢、锌合金各种金属加工。 ABS,PC,Nylon,PEEK,POM等塑料零件加工。 小批量定制,原型制作。欢迎有需要的朋友来电咨询详谈!